|
| |
|
● 순금속의
응고
불순물이
없는 완전한 순금속이라고 할 수 있는 것은 실제로
존재하지 않는다. 아무리 고순도화해도 순금속은
기껏해야 순도가 높은 것이 99.99%정도로 불순물이 약
0.01% 존재한다. 응고가 일어날 때는 이 정도의
불순물도 응고현상에는 꽤 현저한 영향을 주므로
실용적 의미에서 순금속이라는 것도 불순물을
함유하는 합금으로 생각하지 않으면 안된다.
그러나
응고현상의 기초지식으로 순금속의 응고에 관한
열역학적 사항을 고려하는 것이 필요하므로 먼저
용융점과 과냉, 핵성장과 그 성장에 대해서
개략적으로 설명한다.
|
◆ 용융점
순금속과
같은 단일성분계에서 고상, 액상, 기상의 각 상이
온도와 압력에 따라 안정하게 존재하는 영역을
나타내는 도표를 평형상태도라 한다. 그림 1에는
가장 단순한 1성분계의 상평형도를 도시하였다. 이때
정압 a에서 온도 TM과 TB는 각각
용융점과 비등점이다. 또 2상의 공존은 한 온도에
국한되는 것을 나타낸다.
그림
1. 성분계 상평형도
그런데
액상금속을 냉각하면 응고가 시작하지만 그
응고개시온도는 열역학적 평형용융점보다 낮은
온도이고 여기에서 과냉의 현상이 나타난다.
|
◆ 균일핵생성
용탕이
냉각되어 고체결정이 나타나면 용탕과 결정과의
사이에는 고액계면이 형성된다. 이 계면 부근에 있는
원자는 고액 양상의 어느 쪽에도 속하지 않는 높은
에너지 상태에 있다. 이 높은 에너지상태의 양을
최소로 유지하게 되고 먼저 융액내에 결정핵이라고
정의된 안정한 미소고상의 영역이 발생하여 다음에
이것이 성장하여 응고가 진행된다. 그런데
용탕내에서 안정한 핵이 생성되는 조건이 같다면
핵생성은 용탕내에서 균질하게 일어나므로
균일핵생성이라고 한다. 이때 그림 2와 같이
순금속의 액상과 고상의 단위부피당 자유에너지(부피에너지)와
온도의 관계에 따라 TM에서는 같지만, TM이하의
온도에서는 부피에너지차가 생긴다. TM이하의
온도에서 온도차에 따른 자유에너지차와 핵의 반경(r*)을
구해보면 다음과 같다.
 (2-1)
(2-1)
 (2-2)
(2-2)
그림
2. 액-고 양상의 자유에너지와 온도와의 관계
|
◆
불균일핵생성
용액내의
불순미립자 또는 주형면에서 불균일핵생성이
일어나면, 결정핵은 그 이물질입자표면에 붙어서
생성하므로 계면에너지생성량이 균일핵생성 때보다
훨씬 작고 따라서 필요한 과냉도도 기껏해야 수 ℃정도다.
그림
3. 이물입자표면상에 붙어서 생성한 클러스터
그림
3에서 보여주는 바와 같이 이물질립표면에
클러스터가 부착하여 형성되면 A점에서의
이물질입자와 융액 사이의 표면장력과 용탕과
클러스터 사이의 표면장력, 이물질과
클러스터사이의 표면장력에는 다음과 같은 관계가
있다.

이들 각
장력에 기인하는 표면에너지 에 대해 다음 관계가
성립한다.

그림
3에 표시한 것 같은 형태의 클러스터가 생성된다면,
앞에서 설명한 균일핵생성 때와 같이 생각해서
자유에너지차와 핵의 반경(r*)을 구하면 다음과 같다.
 (2-3) (2-3)
 (2-4)
(2-4)
이식에서
 =0°, 즉 클러스터가
완전히 적셔져서(wetting) 형성되면 =0°, 즉 클러스터가
완전히 적셔져서(wetting) 형성되면  =0로
되어 핵생성에 대한 구동력이 필요 없게 되어 과냉은
불필요하다. 또 =180°
즉 적셔지지 않았을 때에는 이물질입자는
핵생성조장효과는 없고 균일핵생성으로 된다. =0로
되어 핵생성에 대한 구동력이 필요 없게 되어 과냉은
불필요하다. 또 =180°
즉 적셔지지 않았을 때에는 이물질입자는
핵생성조장효과는 없고 균일핵생성으로 된다.
|
◆ 주조조직의
미세화
미세한
조직의 주조품을 제조하기 위해서 주입전에 적당한
결정립미세화제를 첨가 처리하여 주형에 주입하는
경우가 있다. 예를 들면, Al 합금에 Ti나 B의 첨가, Mg합금에
Zr첨가, 주철에 Si첨가에 의한 흑연조직개선등을 들수
있다. 그러나 핵생성은 매우 micro적 현상이고
계속해서 일어나는 결정성장에 의해서 핵은
조직적으로 판별이 곤란하므로 미립화제의
핵생성촉진메카니즘의 관찰은 거의 불가능하다.
일반적으로
핵생성은 핵생성을 보다 쉽게 하는 물질표면에
불균일핵생성한다고 생각되지만 이 핵생성을
용이하게 하는 인자를 열거해 보면 다음과 같다.
(1)
접촉각이 작은 것 : 불균일핵생성에서처럼 접촉각가
작을수록 핵생성에 필요한 구동력이 작아 핵생성이
쉽게 된다. 그러나 격자면 정합성이 좋은 경우에
반드시 핵생성이 용이하지 않은 경우도 지적되고
있고 이것으로부터 정합성보다도 표면에서의 화학적
친화력이나 물리적 특성이 보다 중요하다고
생각된다.
(2)
표면특성 : 표면에서 미세한 구멍이나 예각에서 패여
들어간 홈이 있으면 그 중에서 핵생성은 평면보다
핵생성되기 쉽다.
(3)
미세화제 효과의 Fading : 미립화제를 첨가하는 융액의
온도가 높을수록 또 첨가 후의 경과시간이 길수록
미립화효과가 점점 감소한다. 이 fading은
핵생성촉진물질의 화학성이나 표면특성의 변화,
응집등에 기인하는 것으로 보인다. 따라서
융탕온도를 낮게 하고 첨가후 그다지 시간이
경과하지 않을 때 주입해야 한다.
그외에
핵생성을 촉진시키기 위해서 충분한 강도의 충격파(초음파와
같은)를 응고진행 중에 주어서 cavitation에 의해
핵생성을 일으킬 수 있다.
|
|
● 합금의 응고
합금의
응고에 있어서, 단상의 고용체의 경우에도
순금속에서와 같이 간단하게 생각할 수 없다.
순금속에서 핵생성에 필요한 과냉으로는
열적과냉만을 고려했지만, 합금의 경우에는 조성적
과냉이 더욱 중요한 역할을 하게 된다. 합금의
응고에서는 액상과는 다른 고상이 정출하고,
응고계면에서의 액상과 고상의 용질농도는 합금계의
평형상태도에 나타난 것같이, 액상선과 고상선에서
결정된 조성관계를 갖게 된다. 이 계면에서의 조성의
관계는 온도에 따라 변화하지만, 실제의 응고에서는
합금계 전체가 평형관계를 유지하면서 진행하는 것은
우선 있을 수 없는데 응고 후의 조성에 있어서는
평형상태도가 설명해 주지 않는다. 응고속도,
확산속도, 액상의 유동, 고상과 액상의 양적 비율 등
응고에 관련된 여러 조건이 정출고상의 조성에 직접
영향을 미치고 또 응고성장양상에도 관계된다.
더욱이
공정응고와 같이 응고시에 2상조직으로 되는 경우에는,
액상이 2개의 고상으로 분리해서 정출되므로
단상고용체의 응고와는 달리, 같이 정출되는 2고상이
서로 영향을 주게 되므로 응고조직생성에 꽤 복잡한
인자가 포함된다.
|
◆
평형분배계수
그림
4와 같이 고용체합금이 정출하는 평형상태도에서
조성 C0의 액상이 그 조성의 액상선온도 TL보다
낮은 온도 T에 있다면 평형을 유지하며, 공존하는
고상과 액상의 용질농도는 CS와 CL이다.
CS/CL의 비를 평형분배계수 k0라
한다.
그림
4. 평형상태도의 일부
액상선과
고상선이 직선으로 나타나는 경우는 k0값은
일정하고 양선의 경사가 우측아래쪽으로 되는 때는 k0<1,
좌측위쪽으로 되는 때는 k0>1이 되지만
후자의 경우는 매우 드물다. 그런데 응고진행 중
고상과 액상이 그 계면에서 평형을 유지한다고
가정하면, 계면에 있는 고상농도 CS는 계면의
액상 CL의 k0배인 값이 되고, 따라서 k0<1이면,
계면에서는 저농도의 고상이 생성되고, 나머지의
용질은 액상쪽으로 배출된다. 이 배출된 용질이
액상에 누적되면 계면에서의 액상농도 CL이
증가하고, 다음에 정출하는 고상농도 CS도
증가한다.
따라서
이 용질이 계면에 누적하여 액상계면농도를
변화시킨다는 것은 중요한 인자가 되고 또
응고조건에 영향을 받게 되므로 이에 대한 몇가지
예를 든다.
|
◆ 평형응고
평균용질농도에서
좌측으로부터 우측으로 평면계면을 유지하면서
정상응고하는 경우를 고려하면, 응고중 고상 및 액상
중에서 확산이 완전히 일어나서 각 상 중의 용질이
균일하게 유지된다. 앞의 그림 4에서 농도 C0의
액상선온도 TL에 시료가 도달할 때 최초의
고상이 좌측에 응고한다고 가정하면(과냉 고려 안함),
그 고상온도는 CS = k0C0이다.
응고가 진행되면 액상과 고상의 용질온도가
증가해서 온도 T에서 고액계면이 생성된다. 이때의
고상분율을 fS라면 CSfS + CL(1-fS)=C0
의 관계가 성립한다. 더욱 응고가 진행되어 온도 TS에
도달하면 전부 응고하게 되고 CS=C0로
된다. 그러나 고상 중에서의 확산속도는 느리므로
이와 같은 평형응고가 실제로 일어나는 것은
불가능하다. 더욱 실제에 가까운 응고조건을 고려해
보자.
|
◆ 고상누적은
무시 가능하고 액상은 완전혼합되는 경우
이
경우 계면의 액상쪽은 완전히 혼합되므로 계면
부근에서의 용질의 누적은 생기지 않는다. 따라서
응고 중 계면에 정출하는 고상농도는 그때의
액상농도(균일)의 k0배의 값을 갖게 된다.
이와 같은 조건을 갖는 정상응고를 보면 용질의
재분배는 다음과 같은 식으로 나타난다.
 (2-5)
(2-5)
여기서
fS는 고상분율, CS는 이때 계면에서의
고상의 용질농도이다. 이때 k0값은
용질농도에 따라 변화하지 않는다고 가정한다.
|
◆ 고상누적은
무시 가능하고 액상누적은 일어나나 유동이 없는
경우
그림
5. 고상누적은 무시 가능하고 액상누적은 일어나나
유동이 없는 경우의 조성경계층의 분포
(a) 초기과도상태,
(b) 초기과도상태, (c)
정상상태
이
경우 액상쪽에서는 용질은 확산에 의해 이동하고,
유동에 의한 혼합이 없으므로 응고가 진행함에 따라
고상에서 액상으로 배출되는 용질이 계면액상쪽에
누적하여 그림 5(a)에 표시한 것과 같이 확산경계층을
형성한다. 이 계면액상의 용질농도는 응고가
진행함에 따라서 그림 5(b)와 같이 증가하며 마침내
그림 5(c)와 같은 정상상태에 도달한다.
응고시작에서
정상상태에 이르는 구간에서의 고상농도는 k0C0로부터
C0까지 증가한다. 이와 같이 이 구간의 CS는
변화하므로 초기과액의 상태가 된다.
다음에
정상상태에 도달한 후에는 꽤 긴 구간을 그와 같은
상태가 지속되지만, fS값이 0.9 정도되면,
잔류액상의 용질이 적으므로 고상계면으로부터
배출된 용질에 의한 액상의 농도증가가 급격하게
되어 재과도상태가 된다.
|
|
● 조성적
과냉과 계면안정성
◆ 조성적
과냉
앞서
설명한 것과 같이 고용체를 정출하는 합금의
응고계면에서는 액상쪽으로 정출고상이 배출하는
용질이 누적되어 확산경계층이 형성된다. 따라서
그림 6과 같은 각 위치에서의 용질농도에 대응하는
액상선 온도분포가 나타난다. 한편 이 계면
부근에서의 실제의 온도분포는 그림 6에 표시한 것
같이 그때의 냉각조건에 따라 서로 다른 기울기를
갖는 A,B,C가 존재한다. 계면상태에서 실제의 온도는
액상선의 평형온도보다 계면성장에 필요한 과냉만큼
낮지만 그 차이는 수10분의 1도 정도이므로 그 차이를
무시한다.
그런데
B 또는 C와 같은 온도구배의 분포에서는 실제온도가
액상선온도보다 낮은 영역이 있다. 그 부분은
과냉상태에 있으며 이러한 과냉현상을 조성적
과냉이라 한다.
그림
6. 응고하고 있는 계면의 액상측에서 용질농도와
액상선온도.
그런데
조성적 과냉의 발생 여부는 계면에서의
액상선온도곡선의 접선의 기울기와 실제온도분포의
기울기의 크기에 의해 결정된다. 따라서 조성적
과냉이 일어나지 않을 조건은 다음과 같다.
 (2-6)
(2-6)
|
◆ 계면안정성
응고계면에서
조성적 과냉을 일으키면 계면 부근의 액상쪽은
고상이 열역학적으로 안정하므로 이때까지 평면이던
계면의 액상쪽은 불안정하게 되어 액상쪽에서
고상이 성장하려는 구동력이 생긴다. 그러나 계면에
불안정성이 나타나는데 구체적으로 어떤
메카니즘에서 계면이 변화하는 것까지는 알려져
있지 않다. 계면불안정성을 설명하기 위한 이론으로
perturbation 이론이 있다. 이 이론은 계면에서의
열적분포, 용질의 흐름, 계면에너지 등의 계면성장에
관계하는 구동력을 고려해서 계면불안정성이 생기면
계면에서는 돌기(perturbation)가 생기기 시작해서
이윽고 파장의 돌기가 시간에 따라 진폭이 증가하여
계면형상이 결정되는 양상을 설명한다.
|
◆ Cell 응고
앞의
2-6식에서 GL/R 값이 작아지면 조성적 과냉이
일어나고, 계면에 불안정성이 생겨서 평면계면이
돌기를 만들기 시작하여 작은 물결형태로 되고 더욱
cell상의 계면으로 변화한다. 충분히 발달한 cell
계면은 6각형의 벌집모양을 나타내며, 각 셀의
경계부는 용질이 많이 모여 있다.
|
◆ Cell
응고에서 가지상(dendrite) 응고로의 변화
성장속도가
증가하여 GL/R 값이 더욱 작게 되면 셀이
우선성장방립(입방형에서는 <100>)로 성장하려는
경향이 나타나고 성장이 하나의 모양으로 되어
편향하게 된다. 동시에 둥근 기가 있는 셀단면에는
결정학적 영향이 나타나 주름이 생기기 시작하여
굵은 †자형이 되려는 경향이 나타난다. 이 주름에도
불안정 때문에 돌기가 생긴다. 이것이 가지상의 2차가지로
발달하여 Cell 상 수지상으로 되어, 이어서
수지상으로 변화한다.
|
|
● 수지상응고
◆ 수지상응고
주물이나
ingot용 주형에 합금을 주입하면 곧 수지상 성장형의
응고가 일어나는 것이 일반적이다. 시판되는 순금속
지금은 99.9~99.99% 순도까지의 것이 많이 사용되지만
이들 지금중에는 반드시 불순물원소가 있으므로
이들 순금속을 용해해서 응고시키면 C0가
작아 결국 희석합금으로서 거동한다. 특수고순도
이외의 순금속이나 합금에서는 수지상 응고성장이
응고양식으로서 가장 중요하다. 수지상으로
응고성장하고 있는 상태의 수지상의 양상을 직접
관찰하는 것은 불투명한 금속에서는 불가능하지만
투명한 유기화합물의 합금에서는 수지상형상을
관찰할 수 있다. 그런데 금속합금에서도
응고진행중에 주형을 뒤집어 아직 응고하지 않은
융액을 제거하면 그때의 조건이 좋으면 성장 중의
수지상이 노출되어 관찰이 가능하다. 다음에
응고시의 냉각속도를 느리게 하면 더욱 큰 수지상이
성장한다. 예를 들면 구리를 소형 도가니에서
용해하여 이 도가니를 로 외로 끌어내어 그 상태대로
도가니 안에서 응고시킨 후 도중에서 잔류융액을
배출하면 조대한 수지상으로 된다.
1차가지의
주축으로부터 여러 개의 2차가지가 발생하고 2차가지
간격은 좁기 때문에 2차가지 선단부를 제하고
판막상고상(1차판)에서 각 2차가지는 연결 되고 있다.
또 이들 2차가지로부터 1차판에 수직으로 돌기가
보이며 그 부분의 성장단계가 진행하면 3차가지로
발달하는 것이다. 이 3차가지에는 그 후에 더욱
고차의 가지로 나누어져 수지상가지의 모임의
입체적 망상으로 되어 1개의 결정립의 골격을
형성하며 각 가지 사이의 용탕이 응고하면 결정립이
된다.
|
◆ 가지상의
성장방향
수지상의
가지에는 우선성장방위가 있고 면심립방정과
체심입방정에서는 <100>방향으로 수지상 가지는
서로 직교하는 방향으로 늘어나 있다. 6방조밀정에서는
<1010>방향이 우선성장방위다. 실제
주조조직에서는 주형면에 대체로 수직방향으로
주상정이 발달하고 있다. 주형면에 가까운 곳에서는
비교적 미세한 입자의 random 방위의 수지상 결정립이
다수 보이는 것이 많지만 그 중에서 열흐름방향(주형면에
수직인 방향)에 <100>방위를 갖는 수지상은
빠르지 않은 방위의 수지상에 비교해서 보다 빨리
성장하여 도태된 결과 <100> 또는 그것에 가까운
방위를 갖는 수지상만이 남아서 반복하여 가지가
나누어지고 굵어지면서 성자하여 주상정을 형성한다.
따라서 개개의 주상정은 각각 1개의 결정핵으로부터
발생하여 발달된 것이며 같은 주상정에서는 앞에서
설명한 것과 같이 고차로 가지가 나누어진 가지의
모임으로부터 이루어지고 같은 주상정에서의 각
가지는 대체로 동일방위를 갖는다. 이와 같이 해서
수지상으로 성장한 주상정의 성장방향은 가지의
성장방향이다. 주상정의 반경은 제법 크게 되어
현미경관찰하면 1개 주상정의 일부분만을 관찰하게
되는 경우가 많다.
|
◆ 가지상
가지의 간격
수지상의
주축(1차가지) 및 2차가지의 각각의 간격은 모두
냉각속도가 증가할수록 좁아진다. 예를 들어 가지
주위의 액상에서도 냉각속도가 증가하면 가지가
불안정하게 되어 가지를 만들어 조성적 과냉을
감소시키려 하여 가지간의 간격은 짧아진다. 반대로
냉각속도가 감소하면 조성적 과냉도가 감소하여
가지 중에 비교적 늦게 성장하고 있는 가지가 성장을
거의 정지하고 그 결과 가지간격이 증가한다.
지금까지의
많은 실험결과로부터 다음 식과 같은 관계가
알려지고 있다.
여기서 d는
가지의 간격, GR은 냉각속도, t는 부분응고시간, a와 b는
계수이다. 그래서 1차가지의 간격에서는 n=1/3~1/2, 2차가지의
간경에서는 n=1/4~1/3을 갖는 것이 많다.
|
◆ 가지상
가지간격과 기계적 성질
재료의
기계적 강도는 그 조직 중의 용해되지 않은 제2상의
양과 분포상황 또는 조직균질도에 관계되지만 그
요인과 가지의 간격은 깊은 관련이 있다. 가지의
간격이 작으면 불용 제2상은 보다 미세하게 분산하여
가열에 의해 이들을 고용시킬 때 고용화가 보다 빨리
이루어진다. 또 미세편석을 균질화하기 위해
가열하면 균질화에 필요한 확산거리는 가지의
간격이 작을수록 짧게 되어 균질화가 보다 쉽게
이루어진다. 기계적 강도의 보다 우수한 고품질
주조품을 제조하기 위해서는 가지상 가지의
간니격을 잘 조절해야만 한다. 또 주조품에 국한되지
않고 소성가공재에 대해서도 그 ingot에서의 가지의
간격이 기계적 강도에 크게 영향을 주는 것도 알려져
있다.
|
◆ 공정 Cell
응고
2원공정조성의
합금에 소량의 제3첨가원소 또는 불순물이 존재하면
이들 제3원소에 의한 조성적 과냉이 생기고 공정
전체의 성장표면이 정면으로는 있을 수 없게 되어
안정성이 상실된다. 계면안정항의 G/R(G는 온도구배, R은
계면응고속도)값이 정면계면이 되는데 필요한
최소값보다 작으면 조성적 과냉을 일으키고
단상고용체의 경우와 같이 공정으로부터 생긴 Cell이
성장한다. 더욱 G/R값이 작게 되면 공정셀성장면에
돌기에 의한 가지가 생기는 경향이 있고, '제2상가지상'이라고
일컬어지는 성장형태에 도달한다.
|
|
● 주물의 Macro
조직
주물
또는 ingot의 단면을 macro etching해서 그 macro 조직을 보면
주물의 표면부 즉 주형면에 가까운 부분에서는 비교적
미세한 결정립으로 이루어진 층이 보이는 경우가 많다.
이것을 칠(chill)층이라 한다. 그 내부에서는 주상정이
주물 중심부를 향하여 발달한다. 주상정은 내부로
성장할수록 조대화하는 경향이 있다. 더욱 주상정대의
안쪽에서는 등축정이 존재한다. 이를 칠(chill)정대,
주상정대, 등축정대로 이루어진 주소 macro 조직이
전형적이라고 생각되지만 합금종류 또는 주조조건에
의해서 이를 3개 부분에서 어느 것은 나타나지 않는
경우도 있다. 또 응고완료 후 상온까지 냉각하는
도중의 온도에서 각 상이 다량으로 석출하거나 또는
고상변태에 의해서 새로운 상의 결정이 생성되면
상온의 micro 조직은 응고완료 후의 주조조직과는
다르게 된다. 예를 들어 Al 청동 또는 황동에서도  상의
다량 석출에 의해 냉각도중에 조직이 크게 변한다.
따라서 응고완료 직후 고온으로부터 급냉하지 않는한
micro 조직은 변화한다. 그러나 macro 조직의 경우는 micro
조직이 변화하여 2상조직으로 되어도 macro 결정립계는
보존되는 것이 많고 선명한 macro조직은 아니라
하더라도 응고완료시의 모양을 알 수 있다. 상의
다량 석출에 의해 냉각도중에 조직이 크게 변한다.
따라서 응고완료 직후 고온으로부터 급냉하지 않는한
micro 조직은 변화한다. 그러나 macro 조직의 경우는 micro
조직이 변화하여 2상조직으로 되어도 macro 결정립계는
보존되는 것이 많고 선명한 macro조직은 아니라
하더라도 응고완료시의 모양을 알 수 있다.
|
◆ 칠(chill)층의
생성
용융금속을
주형에 주입하면 주형에 접한 주물이나 ingot 표면에
미세결정립으로 된 칠층이 생성되는 것이 많다.
비교적 최근에 있어서 칠층 생성메카니즘도
주목되어 칠층생성에 관계하는 요인이 알려지고
있다. 즉 Bower 와 Flemings 은 그을음으로 피복한 강제의
주형에서 얇은 시편을 주조해서 칠생성을 관찰한
결과 시료표면부에 생긴 미세결정립은
가지상구조이고 이를 결정립은 용융금속의 유동에
의한 증식메카니즘에 의해 발생한 것으로 단정했다.
여기서 만약 유동이 완만하면 미세결정립이 생기지
않는다.
|
◆ 주상정대의
생성
칠층에서
발생한 각 결정립의 방위는 임의의 방향을 갖는다.
그런데 가지상성장의 우선방위는 입방정금속에서는
<100>이므로 열흐름방향에 평행한 <100>방위를
갖는 결정립이 가장 잘 성장하여 그것이 경사진
결정립보다 선행하고 또 성장과 함께 옆방향으로도
수지상 가지가 나누어져 성장하므로 결국
주상정으로 되어 조대하게 발달한다.
또
입방정금속에서는 주상정이 늘어나는 방향은
<100>이지만 이<100>방향은 열전도에도 가장
형편이 좋은 방향이다. 입방정에서는 없고 조밀 6방정의
아연(Zn)합금에서는 chill 주형에서 우선 가능한
결정은 수지상의 우선성장방위가 <1010>방향이므로
칠주형면 부근에서는 수직으로 저면(0001)이 먼저
발달하지만 주괴내부의 주상정에서는 저면(0001)은
칠면에 평행한 위치를 갖는 것이 보고되고 있다.
|
◆ 등축정의
생성
주물의
ingot의 단면 macro 조직을 보면, 주상정대의 안쪽에
등축정이 나타나는 것이 자주 있다. 이들 등축정의
성인에 대해서는 새로운 핵생성에 의한 것으로 보는
Winegard 등의 조성적 과냉설이 있다. 즉 그림 7과 같이
응고계면에서 액상쪽에 조성적 과냉이 생기고 시간 t1에서
t2로 되면 계면이 거리 a인 위치에서
핵생성온도에 도달하여 여기서 새로운 핵생성에
의한 결정립이 생기고 이들이 등축정으로
성장한다고 본다.
그림
7. 조성적 과냉과 핵생성온도
|
|
● Macro 편석
Macro
편석은 주괴 또는 주물의 내부에서 넓은 범위에 걸쳐
나타나는 편석으로 특히 두꺼운 주괴에서는 종종
문제가 있다. 이 macro 편석을 발생하는 원인으로는
여러 가지가 있고 응고 중의 고액공존층(mushy zone)의
가지상 사이에서 아직 응고하지 않은 융액의 유동이나
융액 중에 분리되어 있는 자유수지상 또는 제2상의
밀도차로 생기는 부상이나 침하라든가 주괴 내 융액의
온도차에 의한 대류 등이 macro 편석의 요인이 되어
복잡한 현상을 나타내는 것이 많다.
|
◆ 정상편석(normal
segregation)
정상편석은
평면계면이 냉각쪽에서 다른 끝부분으로 일방향으로
진행하는 정상응고 때에 나타나는 용질분포에 의한
편석이다. 이와 같으 정상편석이 주물 또는 ingot
내에서 macro 편석하는 조건으로서는 응고진행 중의
고액계면이 평면이든가 그 부근의 상태인 것이
필요하다. 계면에 가지상이 크게 발달하면
고액공존층을 형성해서 농축된 용탕은 수지상 사이
부분에 정지하고 macro적인 응고전진계면의 앞에는
배출되지 않기 때문이다. 만약 정상편석이 일어나면
용질원소의 분배계수가 1보다 작은 때 예를 들어 ingot
표면부의 용질농도는 평균농도보다 작고 내부로
갈수록 용질농도는 점차로 증가해서 중심부에는
급격히 용질농도가 증가하는 현상이 당연히 나타날
것이나 보통은 보이지 않는다.
|
◆ 중력편석(gravity
segregation)
응고는
융액중에 분리한 가지상의 작은 조각이나 정출제2상의
밀도가 융액의 그것에 비교해서 다르면 침하 또는
부상 해서 중력방향으로 편석이 일어나며 이것을
중력편석이라 한다.예를 들면 Pb-20%Sb 합금이
응고하면 초정의 Sb상은 융액보다 밀도가 낮아
부상경향이 있어 상부에 Sb상이 모인 조직이 된다.
대형 ingot에서는 이 중력편석이 중요한 역할을 한다.
초정가지상은 용탕보다 밀도가 크고 유리된
수지상의 작은 조각은 침하하여 예를 들면 그림 8에
표시한 킬드(killed) 주괴에서는 하부내측은 초정의
수지상이 쌓이고 용질분포가 평균값보다 낮게 되고
이른바 부편석부를 만든다.
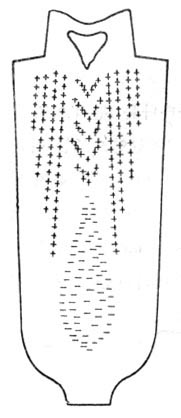
그림
8. 킬드(killed) 강괴의 부편석
또
주괴 상부에는 2종류의 정편석대가 보이며 바깥쪽의
편석은 그 형상으로부터 A 편석 또는 역V 편석이라
한다.
|
◆ 역편석(Inverse
segregation)
이
역편석은 분배계수가 작은 값의 용질을 함유하는
합금, 다시 말하면 응고온도범위가 큰 합금에
일어나는 현상이다. 이와 같은 합금의 응고에서는
가지상이 보다 발달한 고액공존층이 두껍게
형성되며 가지상의 가지의 성장에 따라서 배출된
용질이 수지상의 가지사이에 누적되고 이
고농도화한 융액이 수지상간격을 응고성장방향과
역방향으로 주형방향에 유동하는 것에 의해서
편석한다. 따라서 초기에 응고하는 바깥표면에
가까운 조직중에 응고말기에 나타나는 고농도상이
보이는 것 때문에 역편석이라 한다. 용탕이 응고하여
온도가 내려가면 응고수축과 고액 양상의 열수축이
일어나므로 이것을 보상하기 위해서 용탕의 유동이
생긴다. 그래서 바깥쪽 부분일수록 응고와 온도의
감소가 빠르고 필요한 용량이 보다 많고 따라서
바깥쪽으로 융탕유동이 일어난다고 생각된다. ingot
중심부에서는 고농도용탕이 유동하여 없어지므로
용질 농도는 감소하고 결국 그림 9에 나타낸 것과
같은 용질농도분포로 된다.
그림
9. 역편석한 주괴 내부의 용질 농도분포의 개념도
더욱
역편석에 관계된 뚜렷한 현상으로서 응고 말기에
잔류고농도 용탕이 주물표면에까지 침투되어
나타나는 exudation 이 있다. 이 exudation 현상은
주형면과 주물표면 사이에 공기gap이 있어 열전달이
나쁘게 되면 발생한다. 금형이나 칠의 주형면은
열흡수가 크고 이것에 접한 부분은 온도가 낮게
되지만 주물표면이 주형면으로부터 떨어지면
열전달이 감소하고 그 부근의 부분온도는 다시
상승하여 국부적 용해가 일어나서 용탕의 유동통로(channel)가
생겨 부피수축에 의해 구동되어 용탕이 주물표면에
밀려 나타난 것이다.
|
◆ 대편석(banding)
예를
들어 고용체가 정출성장하는 경우에 고액계면의
액상쪽에 있는 용질확산층은 정상상태를 유지하며
성장을 계속하는 한다. 이때 열적 혹은 기계적인
돌기(perturbation)가 생기면 용질확산층은 균형을
상실하여 계면의 고상쪽의 용질농도가 변하게 되며
고농도나 저농도의 대상의 편석대가 계면에
평행하게 형성된다. 이것이 대편석이다.
|
|
● 급냉응고
금속,
합금은 아무리 급냉응고해도 결정으로 되는 것이
상식이었지만, 1960년 Duwez 등은 장치[건(gun)법]에 의해
Au-Si 합금을 급냉응고시키면 비정질금속이 얻어진다는
것을 발표하였다. 이어 피스턴-앤빌법도 고안되고
더욱 토숀 카타펄트법이라는 토숀(torsion)에 의해
튕겨날려 충돌급냉시키는 방법도 소개되었다.
이들
방법은 스플랫 쿨링(splat cooling)이라고 총칭되지만
어느 것이나 얻어지는 비정질시료는 부정형의 작은
얇은 편상의 것이었다. 그러나 그 후에 증본에 의해
원심급냉법이 개발되고 또 Chen 등에 의해
고속로울러에 의한 급냉압연법등이 고안되어
테이프상의 시료가 얻어지게 되어 공학적 성질의
측정도 가능하게 되었다. 그러나 여기에서는
비정질금속의 구조, 물성을 설명하는 것이 목적이
아니므로 응고에 관계되는 것만을 설명한다. 표 1에
스플랫 쿨링 각 방법의 냉각속도, 얻어지는 시료의
모양등을 나타냈다.
표 1.
각종 액체급냉법의 냉각속도와 얻어지는 모양
표 2.
액체급냉법에 따라 얻어지는 비정질금속
또
스플랫 쿨링에 의해 얻어지는 비정질금속을 정리하면
표2와 같다. 이 표로부터 알 수 있는 것은
비정질화하는 합금의 대부분은 금속-반금속을 조합한
것으로 또 조성은 용질원소의 원자율이 약 20%이다.
그러나 합금이 비정질화하기 쉬운가를 알아보기 위한
방법을 정성적으로 고려한 것은 유리 같은
비정질물질과의 비교다. 유리의 융액은 온도의 감소에
따라 점성이 증가하여 원자의 확산속도가 감소하며
융액상태대로 응고한다. 이 응고온도를 유리온도 Tg라
한다. 그런데 금속에서는 점성의 온도의존성이 작아
온도가 감소해도 확산속도가 빨라 결정이 되기 쉽기
때문에 응고해서 결정이 된다. 그러나 만약 융액을
매우 빨리 냉각하면 확산의 진행이 대부분 이루어지지
않은 채로 급속히 과냉되어 결정핵을 생성하지 않고
유리온도까지 내려가서 비정질화한다. 이때 고려되는
것은 비정질화하는데는 용융점부터 유리온도까지
융액이 빨리 과냉되는 것이 필요하다. 따라서
공정계합금에서 공정조성 부근의 것이 비정질화하기
쉽다.
|
◆ 급냉응고에
의한 강제고용
피스톤-앤빌법으로
급냉응고하면 40-60%Cu의 조성범위를 제외하고는
강제고용체가 얻어진다. 더욱이 응고속도가 빠른 건(gun)법을
적용하면 40-60%Cu 범위의 조성을 갖는 합금에서도
시료 중에는 단상의 고용체를 얻을 수가 있어서
전율고용체를 얻을 수 있다.
|
◆ 급냉응고에
의한 준안정 중간상
비교적
급속히 응고시키면 준안정 중간상을 생성하는
경우가 있다. 예를 들면 Cd-Sb합금에서는 보통의
방법으로 응고시키면 준안정계조직으로 되고
준안정중간상 Cd3Sb2(용융점420℃)가
생성되지만 안정중간상이 CdSb(용융점456℃)을 얻기
위해서는 적당한 온도범위에서 융액에 접종할
필요가 있다. 그런데 용탕을 급냉응고에 의해서
새로운 준안정상을 형성하는 경우도 있다. 예를 들면
Ag-Ge합금에서 급냉응고에 의해 고용량도가 증가하여
약 15~26%Ge 조성에서는 조밀육방정의 새로운 상이
생성된다.
요약하면
위에 설명한 것과 같이 합금용탕을 급냉시켜서
비정질합금, 강제고용체, 준안정중간상 등이
나타나게 되고 새로운 합금재료 개발의 가능성이
있는 흥미있는 분야인 것 같다.
|
|
